"способ изготовления теплообменника типа "труба в трубе"
Патент 1636679

Авторы
Классы МПК
"способ изготовления теплообменника типа "труба в трубе"
Иллюстрации


Реферат
Изобретение позволяет повысить технологичность и снизить металлоемкость теплообменника. Вначале изготавливают стержень с винтовым ребром 4, имеющим наружный диаметр, равный внутреннему диаметру наружной трубы 1, и симметричный ступенчатый профиль с широким участком, примыкающим к стержню. Затем на выступы 5 между участками ребра 4 наматывают ленту шириной, равной расстоянию между узкими участками ребра 4, и герметизируют стыки с образованием цилиндрической трубы 2. После этого образовавшуюся оборку помещают в наружную трубу 1. 1 э.п.ф-лы, 3 ил.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСНИХ
РЕСПУБЛИК (g1)g F 28 D 7/10
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К А ВТОРСКОМ У СВИДЕТЕЛЬСТВУ
О
ГОСУДАРСТВЕННЫЙ НОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ
ПРИ ГКНТ СССР
1 ! (21) 4427519/06 ( (22) 23.05.88 (46) 23.03.91. Бкп. У 11 (71) Институт Физико-технических проблем энергетики АН ЛитССР (72) Й,П. Асакавичюс и В.А. Гайгалис (53) 621.565.94 (088.8) (56) Патент Франции У 2069980, кл. F 28 F 1/00, опублик. 1971. (54) СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕН
НИКА ТИПА "ТРУБА В ТРУБЕ" (57) Изобретение позволяет повысить технологичность и снизить метапло„„SU„„636679
2 емкость теплообменника. Вначале из" готавливают стержень с винтовым ребром 4, имеющим наружный диаметр, рав". ный внутреннему диаметру наружной трубы 1, и симметричный ступенчатый профиль с широким участком, примыкающим к стержню. Затем на выступы 5 между участками ребра 4 наматывают ленту шириной, равной расстоянию между узкими участками ребра 4, и герметизируют стыки с образованием цилин дрической трубы 2. После этого образовавшуюся оборку помещают в наружную трубу 1, 1 s.ï.ô-лы, 3 ил.
16366 79
Изобретение относится к теплообменным аппаратам, в частности к способам ик изготовления.
Целью изобретения является повыше5 ние технологичности и снижение метал-. лоемкости.
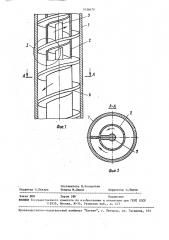
На фиг. 1 изображен теплообменник, изготовленный по описываемому спосо бу; на фиг. 2 — разрез А-А на фиг. 1; 1р на фиг. 3 — узел I на фиг. 1.
Теплообменник содержит наружную трубу 1 и концентрично размещенную в ней внутреннюю трубу 2, в которой установлен центральный стержень 3 с винтовым ребром 4. Бинтовое ребро 4 выполнено с диаметром, равным внутреннему диаметру наружной трубы, и имеет симметричный ступенчатый профиль с широким участком, примыкающим 2р к стержню 3, Внутренняя труба 2 об" разована намотанной на выстуйй 5 между участками ребра 4 лентой. Лента может быть выполнена из медной фольги и снабжена выступами с обеих сто- 25 рон.
Способ изготовления теплообменника заключается в следующем.
Вначале изготавливают стержень 3 с винтовым ребром 4 с наружным диа- 3р метром, равным внутреннему диаметру наружной .трубы 1, и симметричным ступенчатым профилем с широким участком, примыкающим к стержню 3. Затем на выступы 5 между участками ребра 4: наматывают ленту, имеющую ширину,,равную расстоянию между узкими участками, и герметизируют стыки, например с помощью пайки, с образованием цилин- дрической трубы 2. После этого образо вавшуюся сборку помещают в наружную трубу 1. Ленту выполняют иэ медной фольги. При необходимости с обеих сторон ленты штамповкой выполняют выс тупы.
Использование изобретения позволяет выполнить внутреннюю трубу 2 достаточно тонкой из высокотеплопроводного материала, а ребро 4 общим для обоих винтовых каналов, что обеспечивает при работе теплообменника интенсификацию теплообмена. При этом уменьшается металлоемкость теплообменника и повышается технологичность его изготовления, Формул а из обрет ения
1. Способ изготовления теплообменника типа "труба в трубе" путем установки в трубе центрального стержня с винтовым ребром, о т л и ч а ю щ и йс я тем, что, с целью повышения технологичности и снижения металлоемкости, винтовое ребро выполнено с наружным диаметром, равным внутреннему диаметру наружной трубы, и симметричным ступенчатым профилем с широким участком, примыкающим к стержню, затем на выступы между участками наматывают ленту, имеющую ширину, равную расстоянию между узкими участками ребра, и герметизируют стыки с образованием ци-. .линдрической трубы, . после чего образовавшуюся сборку помещают в наружную трубу.
2. Способ по и. 1, отличаю,шийся тем, что ленту выполняют из медной фольги, снабженной с обейх сторон выступами.
163б679
Фиг. 2
Составитель М. Косоротов
Техред М.Дидык
Редактор С. Пек ар ь
Корректор С. Черни
Заказ 808 Тираж 386 Подписное
ВНИИПИ Государственного комитета йа изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101