"способ получения порошковых изделий типа "стакан"
Патент 1715492
Авторы
- БЕДЕНКО СЕРГЕЙ АЛЕКСАНДРОВИЧ
- БОКАНЬ ГРИГОРИЙ АЛЕКСЕЕВИЧ
- ГЕОРГИЕВ ВАСИЛ ПЕТРОВ
- КАПЦЕВИЧ ВЯЧЕСЛАВ МИХАЙЛОВИЧ
- САВИЧ ВАДИМ ВИКТОРОВИЧ
- СОРОКИНА АЛЛА НИКИТИЧНА
Классы МПК
"способ получения порошковых изделий типа "стакан"
Иллюстрации



Реферат
Изобретение относится к способам получения порошковых изделий типа стакан. Цель изобретения ч-, повышение качества изделий за счет равномерного распределения плотности по объему и устранения трещин и разрывов . Перед прессованием порошок предварительно уплотняют весом верхнего пуансона, прессование порошка верхним пуансоном ведут при свободном перемещении стержня, после прессования по- : рошка верхним пуансоном давление со стороны верхнего пуансона снимают и прессуют порошок нижним пуансоном до величины 0,8-0,95 давления прессова- , ния верхним пуансоном, а выпрессовку изделия осуществляют на стержне вниз. Центральный стержень выполняют в виде стакана, толщина стенок и дна которого связана соотношением с толщиной стенок изделия и.переходом к боковой поверхности. Пуансоны выполняют с поднутрениями, обращенными к порошку , глубина которых связана соотношением со средним диаметром частиц порошка . 2 э.п. ф-лы, 2 ил. V) §
СОЮЗ СОВЕТСКИХ . РЕСПУБЛИК аа (III щр В 22 F 3/02
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
\ЮВВМ4
ПРИ FHHf СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ мЧВ/
Н АВ СЗИДатЕЛьЛЕУ
1 (21) 4681688/02 t .(22) 18.04.89 (46) 29.02.92.. Бюл. Р 8 (71) Белорусское республиканское научно-производственное объединение порошковой металлургии (72) В.М.Капцевич., Г.А.Бокань, В.В.Савич, С.А.Беденко, А.H.Сорокина и В.П.Георгиев (ВС) (53) 621.762.4.04 (088.8) (56) Авторское свидетельство СССР .9 929326, кл. В 22 F 3/02, 1980 °
Попильскик P.ß. и Пивинский IO.E.
Прессование порошковых керамических масс, М.: Металлургия, 1983, с. 230. (54) СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ ТИПА "CTAKAH" (57) Изобретение относится к способам получения порошковых изделий типа .
"стакан". Цель изобретения †. повыше-" ние качества изделий за счет равно»
2 мерного распределения плотности по объему и устранения трещин и разрыsos. Перед прессованием порошок предварительно уппотняют весом верхнего . пуансона, прессование порошка-верхним пуансоном ведут при свободном перемещении стержня, после прессования порошка верхним пуансоном давление со стороны верхнего пуансона снимают и прессуют порошок нижним пуансоном до величины 0,8-0,95 давления прессова- . ния верхним пуансоном, а выпрессовку иэделия осуществляют на стержне вниз.
Центральный стержень выполняют в виде стакана, толщина стенок и дна которого связана соотношением с толщиной стенок изделия и.переходом к боковой поверхности. Пуансоны выполняют с поднутрениями, обращенными к порошку, глубина которых связана соотношением со средним диаметром частиц порошка. 2 s.ï. ф-лы, 2 ил.
1715492
Изобретение относится к порошковой металлургии и может быть использовано для изготовления, порошковых изделий, преимущественно пористых, типа "стакан".
Цель. изобретения — повышение качества изделий за счет равномерного . распределения плотности по объему и устранения трещин н разрывов.
Поставленная цель достигается тем, что в известном способе, включающем засыпку порошка в полость, образованную матрицей, центральным стержнем, верхним и нижним пуансонами, прессов ванне порошка верхним пуансоном при перемещении центрального стержня в направлении прессования и выпрессовку изделия, перед прессованием порошок предварительно уплотняют весом верхнего пуансона, прессование норошка верхним-пуансоном ведут при свободном перемещении стержня, после. прессования порошка верхним пуансоном давление со стороны верхнего пуансона снимают и прессуют порошок нижним пуансоном до величины 0,8-.0 95 давления прессования верхним пуансоном, а выпрессовку изделия осуществляют на стержне вниз. Центральный стержень выполняют в виде "стакана", толщина стенок и дна которого составляет 1-4 толщины стенок и дна изделия; верхний и нижний пуансоны выполняют с поднутрениями,,обрлщенными к порошку, а центральный стержень выполняют с переходом от торца к боковой поверхности, эквидистантным поднутрению верхнего пуансона, причем глубина поднутрений.составляет 1,2-11 среднего диаметра частиц порошка, а величина перехода — 3-20 среднего диаметра частиц порошка.
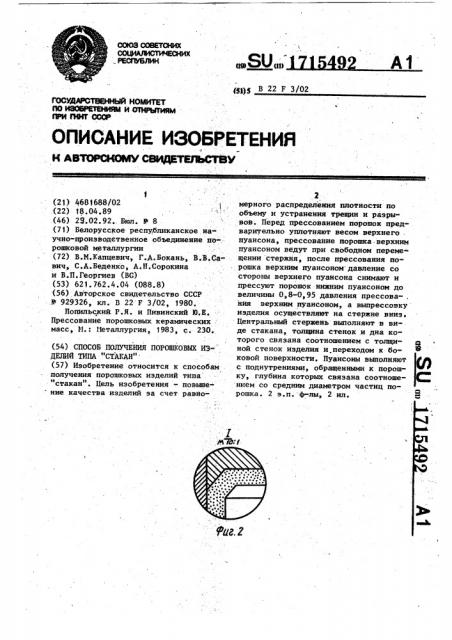
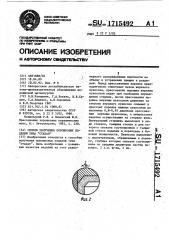
На фиг. 1 изображена пресс-форма, .осуществляющая предлагаемый способ; на фиг. 2 — узел Х на фиг. 1 (вариант исполнения с переходом .в виде, фаски и сплошным стержнем);
Пресс-форма содержит размещенную в обойме 1 матрицу 2,. верхний 3 и нижний 4 пуансоны, центральный стержень 5, образующие полость для засыпки порошка 6. Верхний 3 и нижний 4 пуансоны выполнены с поднутрениями 7 и 8, обращенными к порошку. Центральньпi стержень 5 выполнен с переходом
9 от торца к боковой поверхности, зк» видистантным поднутрению 7 и снабжен упором 10. В йресс-форму входят под кладные кольца 11 и 12, обеспечиваю«
1О
M щие операции прессования по предлагаемому способу.
Способ осуществляется следующим, образом.
На нижний убираемый упор 10 ставят стержень 5. Задвигают стержень на упоре вовнутрь подкладного кольца 12 надевают на стержень нижний кольцевой пуансон 4 до упора в кольцо 12, ста вят на кольцо 12 подкладное кольцо 11 и надевают матрицу 2 на пуансон 4.
Затем засыпают в полость 6 между стержнем 5, пуансоном 4, матрицей 2 и сверху стержня 5 насыпку порошка.
Устанавливают верхний пуансон 3, слегка проворачивают его вокруг оси, постукивают (или не делают этого) и вынимают нижний убираемьп1 унор 10 из-под стержня.
При этом стержень. зависает над нижней плитой пресса, удерживаемый силой трения порошка, так как послед- . ний уплотнен весом верхнего пуансона
3. Затем прессуют верхним пуансоном до давления прессования, уменьшают давление до нуля, убирают кольцо .11 и допрессовывают вновь до величины
0,8-0,95 давления прессования нижним пуансоном 4. При этом матрица зависает над кольцом 12, также удерживаемая трением порошка. После завершения прессования изделие вынрессовывают верхним пуансоном на стержне вниз.
Предлагаемые способ и устройство
I можно рекомендовать для получения пористых порошковых изделий типа "стакан" при различных соотношениях высо- ты к диаметру,. но наиболее высокое качество изделий получается при соотношениях от 0,5: 1 до 4-5: 1»
Пример. Бе ут порошки титана марки ТХТ и меди марки HNC разного гранулометрического состава, засыпают их в пресс-формы с различными соотношениями глубины поднутрений на пуансонах, с различными типамй центральньм стержней и различными соотношениями размеров переходов от торца стержня к боковой поверхности, прессуют изделия диаметром 30 и высотой
50 мм и спекают при оптимальной температуре соответственно в вакууме и диссоциированном аммиаке. По способупрототипу изготавливают изделия таких же размеров и из тех же порошков. Изготовленные по способу-прототипу Hsделия спекают при тех же температурах и в тех же атмосферах, что и по пред1Ó15492 лагаемому, Готовые изделия, из готовленные обоими способами, контролируют внешним осмотром на наличие трещин, разрывов и осыпей, а методом вихревых токов — распределение пористости по высоте и толщине изделия, которые оценивают коэ ициентами вариации соответственно v и v„; типовым приспособлением с индикатором часового типа и ценой деления 0,01 мм контроли» руют диаметр и высоту иэделия, а также разброс значений диаметров по высоте, оцениваемый в абсолютных значениях gd и другой параметр - некруглость (O).
Как показывают испытания, предлагаемый способ позволяет повысить качество изделия типа "стакан" по сравнению с прототипом путем обеспечения ровных наружной и внутренней поверхностей, постоянной толщины стенок и дна, отсутствия трещин и разрывов на них, равномерной плотности по высоте и толщине. Для иэделий полученных по предлагаемому способу, вариация значений пористости по высоте .и толщине меньше соответственно в 1,9-2,8 и
2, 3-5,6 раза, разброс диаметров по высоте — в 3,85-5,84 раза, а отклоне ние от круглости — в 2,3-3,5 раза по . сравнению с прототипом.
Формула изобретения
1. Способ получения порошковых изделий типа "стакан", преимущественно пористых, включающий засыпку порошка. в полость, образованную матрицей, центральным стержнем, верхним и нижним пуансонами, прессованйе порошка верхним пуансоном при перемещении центрального стержня в направлении, прессования и выпрессовку иэделия, отличающийся тем, что, с целью повышения качества изделий за . счет равномерного распределения плотности по объему и устранения трещин и разрывов, перед прессованием порошок предварительно уплотняют весом верхнего пуансона, прессование порошка верхним пуансоном ведут при свободном перемещении стержня, после прессования порошка верхним пуансоном давление со стороны верхнего пуансона снимают и прессуют:порошок нижним.: пуансоном до величины 0,8-0,95 давления прессования верхним пуансоном, а выпрессовку изделия осуществляют на стержне вниз;
2. Способ по п.1, о т л и ч а юшийся тем, что центральный стержень выполняют в виде "стакана", толщина стенок и дна которого составляет
1-4 толщины стенок и дна изделия..
3. Способ по п.2, о т л и ч а юшийся тем, что верхний и нижний пуансоны выполняют с поднутрениями, обращенными к порошку, а центральный стержень выполняют с переходом оТ торца к боковой поверхности, эквидистантным поднутрению верхнего пуансона, причем глубина поднутрений составляет 1,2-11 0 среднего диаметра частиц порошка, а величина перехода
3-20 среднего диаметра частиц порошка.
1715492
Составитель В.Савич
Редактор И.Касарда Техред Л.Сердюкова Корректор Л.Пилипенко
Заказ 562 Тираж Подписное
BHHHtIH Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Иосква, Ж-35, Раушская наб., д. 4/5
I»
Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101