"способ установки крупногабаритной детали типа "станина"
Патент 1787736

Авторы
- ДАЛЬСКАЯ АНТОНИНА ПЕТРОВНА
- ДАРЕНСКИЙ АНДРЕЙ АЛЕКСАНДРОВИЧ
- КУРИЦЫНА НАДЕЖДА МИХАЙЛОВНА
- ЛУКЬЯНЕЦ ОЛЕГ ФЕДОРОВИЧ
- НИКИФОРОВ АЛЕКСАНДР ВЛАДИМИРОВИЧ
- СОЛОВЬЕВ ГЕННАДИЙ НИКОЛАЕВИЧ
Классы МПК
"способ установки крупногабаритной детали типа "станина"
Иллюстрации



Реферат
Использование: для установки крупногабаритной детали при ее механической обработке . Сущность изобретения: деталь типа станина устанавливают на столе станка и на одной ее поверхности по краям обрабатываются два платика, а на середине противоположной поверхности - один платик. Затем деталь поднимают с выверкой на домкратах, которые располагают napat/и в плоскостях, проходящих через платики, до одновременного взаимодействия платиков с установленными на столе станка упорами. 3 з.п.ф-лы, 7 ил,
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (st)s В 23 Q 3/00
ГОСУДАРСТВЕННОЕ . IATEHTHOE
ВЕДОМСТВО СССР (ГОСПАТЕНТ СССР) ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4813966/08 (22) 12,04,90 (46) 15.01.93. Бюл. N. 2 (71) Московский институт приборостроения и Савеловское производственное обьединение "Прогресс" (72) О.Ф. Лукьянец, А.П, Дальская, А.А. Даренский, А.В, Никифоров, Г,Н, Соловьев и Н,М, Курицына (56) Беспалов Б,Л. и др. Технология машиностроения. М., Машиностроение, 1973, с.100. (54) СПОСОБ УСТАНОВКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ТИПА "СТАНИНА"
Изобретение относится к станкостроению и может быть использовано для установки крупногабаритной детали при ее механической обработке.
Целью изобретения является снижение трудоемкости и повышение точности установки детали.
На фиг. t показаны три проекции общего вида заготовки детали типа "станина".
Заготовка имеет плоскую поверхность на-, правляющих 1, плоскость основания 2, торцы 3 и стенки 4. Один из технологических платиков 5 располагают посередине одной из боковых стенок 4 заготовки "станины", а два других платика 6 — по концам противоположной стенки на одном уровне с первым платиком.
На фиг,2 представлен начальный этап реализации способа установки крупногабаритной детали типа "станина", Непосредственно перед базированием заготовку
"станины" размещают основанием 2 на столе 7 металлореж щего станка (например, фрезерного). После этого обрабатывают на платиках 5 и 6 базовые плоские поверхности,, БЫ,„, 1787736 А1 (57) Использование; для установки крупногабаритной детали при ее механической обработке. Сущность изобретения; деталь типа "станина" устанавливают на столе станка и на одной ее поверхности по краям обрабатываются два платика, а на середине противоположной поверхности — один платик. Затем деталь поднимают с выверкой на домкратах, которые располагают парами в плоскостях, проходящих через платики, до одновременного взаимодействия платиков с установленными на столе станка упорами, 3 з.п,ф-лы, 7 ил, посредством набора фрез 8, сначала на одной стенке заготовки, затем на противоположной боковой стенке, Установка заготовки "станины" с использованием полученного комплекта технологических платиков 5 и 6 показана на фиг.3. Под основание 2 заготовки подводят комплект разгрузочных устройств — гидрав- 4 лических домкратов 9, запитываемых от од- QQ ной гидростанции, Затем осуществляют Д подьем заготовок с выверкой до одновременного контакта базовых поверхностей технологических платиков 5 и 6 с установоч- О ными элементами — упорами 10, жестко установленными на столе 7 металлорежущего станка. Контакт фиксируют по скачку давления рабочей жидкос,"и домкратов 9. При этом с высокой точностью обеспечивают расстояние "I" от поверхности стола 7 металлорежущего станка до рабочей контактирующей поверхности упора 10, следовательно, до основных обрабатываемых поверхностей направляющих 1 заготовки "станины" с использованием фрезы 11.
1787736
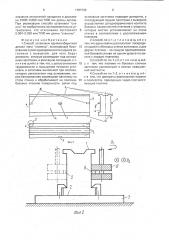
На фиг.4 представлена графическая иллюстрация базирования заготовки "станины" при механической обработке основания
2 фрезой 11, когда домкраты 9 подводят под поверхность направляющих 1 (ранее обработанных), Последующий подъем заготовки с выверкой проводят также до одновременного контакта базовых поверхностей платиков 5 и 6 с упорами 10, установленными жестко йа столе 7 металггорежущего станка, Аналогичным образом"точйо обеспечивается расстояни е "!",- - 6.-, =:
Оптймалъное расположейие гидравлических домкратов 9 относительно заготовки
"станины" показано на фиг.5. Домкраты располагают парами (т.е. одновременно используют не менее шести домкратов) в плоскостях, проходящих через соответствующие платики " и 6. Нумерация домкратов
9 на фиг,5 пока"-ана римскими цифрами
I,lI,...,Vl, а для упрощения упоры (поз 10, фиг.4) не показаны.
На фиг,6 представлена графическая иллюстрация особенностей реализации способа установки длинномерных заготовок
"станин", обладающих недостаточной жесткостью, В этом случае, когда под основание заготовки "станины" подводят комплект из шести гидравлических домкратов и проводят подъем заготовки с выверкой, в зонах
"А" и "В" (соответствующих максимальным деформациям заготовки) наблюдается недопустимая величина стрелы прогиба Ар.
Поскольку Лф > Ьдп в местах максимального прогиба (зоны "А и "В") устанавливают дополнительные гидравлические домкраты
12 (фиг.б, штриховые линии), обозначенные римскими цифрами VII,VIII,IX u X. Затем осуществляют подъем заготовки станины только домкратами 12 до тех пор, пока не обеспечивается условие Q 5 +on.
Платики 5 и 6 располагают на стенках 4 заготовки "станины" в местах повышенной жесткости, как это показано на фиг.7, а именно — в месте расположения ребра жесткости 13, Погрешность установки крупногабаритных деталей типа "станин", влияющая на точность механической обработки, должна включать следующие величины;
Ат — погрешность стола металлорежущего станка (при обработке на станке комплекта технологических платиков);
Лл — погрешность изготовления платиков
Ь п — погрешность наладки установочных элементов — упоров;
5
hр — погрешность прогиба (деформации) заготовки "станины" под действием собственного веса;
А — погрешность смещения заготовки
"станины" из-за нежесткости системы
СПИД;
Лщ — погрешности, возникающие, когда термообработка заготовки производится в середине технологического процесса.
Величину погрешности стола станка можно принять равной А = 10-20 мкм; погрешность в процессе изготовления технологических платиков также не превышает
An = 10-20 мкм. При наладке упоров погрешность можно принять равной Л п == 5 — 10 мкм. Остальные отмеченные выше погрешности конструктивно-технологическими мероприятиями можно минимизировать (т.е, Ач> = 0; Ам = 0; Л > = О}. К таким мероприятиям относят: оптимальный выбор числа домкратов и места их расположения (фиг.б); выполнением упоров высокой >кесткости и малого вылета; восстановлением качества базировочных поверхностей (платиков) после термообработки и т,д.
Таким образом, общая погрешность составляет или Аа = 15-30 мкм.
Полученная величина общей погрешности является вполне приемлемой и меньшей, чем по базовому варианту, Пример. Механической обработке подвергали заготовку типа "станины" агрегатного станка из серого чугуна с габаритами 1500х4500 мм, Установку заготовки проводили по двум вариантам: согласно изобретению и по базовому варианту. Использовали гидравлические домкраты на базе комплекта УСП. В качестве платиков использовали конструктивные элементы заготовки — угольники, расположенные на наружних передней и задней стенках заготовки "станин ы". В резул ьтате сра в нения вариантов способов установки заготовок с использованием индикаторов (часового типа), хронометрирования и технического нормирования установлено, что время установки сокращается до 35 — 45%.
Оценка точности обработки "станин" проводилась по показателям заключительной операции окончательной обработки основных поверхностей — направляющих. При применении базового способа отклонения формы обработанной поверхности ле>кат в пределах 0,015 — 0,15 мм/1000 мм длины детали. В то же время допустимые (по чертежу) 1787736 значения отклонений находятся в диапазоне 0,005-0,080 мм/1000 мм длины детали.
При реализации способа установки "станин" по изобретению экспериментально установлено, что отклонения составляют
0,004 — 0,050 мм/1000 мм длины "станины", Формула изобретения
1,Способ установки крупногабаритной детали типа "станина", включающий базирование путем одновременного подъема заготовки с выверкой, для чего берут домкраты, которые размещают под основанием заготовки, и фиксацию последней, о тл и ч а ю шийся тем, что, с целью снижения трудоемкости и повышения точности установки, в заготовке выполняют три платика, которые располагают над основанием, перед базированием размещают заготовку на столе станка и обрабатывают на платиках базовые плоские поверхности, затем под основание заготовки подводят домкраты, а последующий подьем заготовки с выверкой осуществляют до одновременного контакта базовых поверхностей платиков с упорами, 5 которые жестко устанавливают на столе станка в соответствии с расположением платиков.
2,Способ по п.1, отличающийся тем, что один платик располагают посереди10 не одной из боковых стенок заготовки, а два других платика — по концам противоположной боковой стенки на одном уровне по высоте с первым платиком, З,Способ по пп.1 и 2, о т л и ч а «о щ и й15 с я тем, что платики í". боковых стенках заготовки располагают в местах повышенной жесткости, 4,Способ по пп.1 — 3, о тл и ч а ю щи йс я тем, что домкраты располагают парами
20 в плоскостях, проходящих через соответствующие платики.
1787736
1787736
Фиг 5
С оста вител ь А. Н икифо ров
Редактор В.Фельдман Техред M.Ìîðãåíòàë Корректор О.Густи
Заказ 35 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101