"способ изготовления изделий типа "стакан"
Патент 1792788
Авторы
Классы МПК
"способ изготовления изделий типа "стакан"
Иллюстрации


Реферат
Сущность изобретения: способ изготовления изделий типа стакан включает термическую обработку исходной заготовки и ее выдавливание путём осадки и прошивки, совмещенных в однбй операции при обеспечении заданного соотношения наружного диаметра по всей длине получаемого изделия и диаметра заготовки. 4 ил.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РеспуБлик (si)s В 21 К 21/06
ННОЕ ПАТЕНТНОЕ
ССР
CCPl
АНИЕ ИЗОБРЕТЕНИЯ (21 (22 (46 (71 (72 (56 воч но (54
ТИ
К BTOPCKOMY СВИДЕТЕЛЪСТВУ
4822828/27
05.04.90
07,02.93. Бюл, ¹ 5
Производственное объединение "Завод
В.А.Дегтярева"
А.С. Митин
Холодная объемная штамповка: Спраик/Под ред, Г,А.Навроцкого, M.: Машироение, 1973, с. 17.
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
hh -СТАКАНИзобретение относится к области обработ и металлов давлением, а именно к способам изготовления изделий типа "стакан".
Известен способ изготовления изделий тип "стакан" методом обратного выдавливан я из заготовки меньшего диаметра, чем на ужный диаметр изделия, включающий по готовку исходной заготовки к выдавливан ю путем подрезки торцев с целью обеспеч ния параллельности их к оси заготовки, тер ообработку в виде отжига для холодного ыдавливания или нагрева заготовки до температуры деформации, выдавливание изд лия за несколько переходов, состоящих иэ садки заготовки для последующей наилучшей фиксации и центрирования в следующем ручье, т.е. для обеспечения ми имального зазора (0,2-0,3 мм) между загот вкой и стенками матрицы, прошивки (пр дварительного выдавливания), выдавливания в окончательном ручье и последующун механическую обработку.
Необходимость осадки возникает, как пра ило, при изготовлении изделий типа
"ст кан" с наружным диаметром 50 мм, т.к. спользование исходной заготовки с диаме ром равным наружномудиаметру изделия ведет к увеличенному расходу металла
„„5U„„1792788 А1
2 (57) Сущность изобретения: способ изготовления изделий типа "стакан" включает термическую обработку исходной заготовки и ее выдавливание путем осадки и прошивки, совмещенных в одной операции при обеспечении заданного соотношения наружного диаметра по всей длине получаемого изделия и диаметра заготовки. 4 ил. при выполнении разделительно-подготовительных операций, значительным трудовым и энергетическим затратам, а также из-за отсутствия исходного металла необходимого диаметра для изготовления изделий без выполнения операции (перехода) осадки.
Описанный способ экономически целесообразно использовать в условиях массового или крупносерийного производства, т.к. для его реализации требуется изготовление штампа с автоматической загрузкой и передачей заготовки в последующий ручей штампа со скоростью, исключающей охлаждение заготовки ниже температуры деформации, в противном случае резко возрастают усилия выдавливания на последующих ручьях, что приводит к снижению стойкости штамповой оснастки. В условиях мелкосерийного и серийного производства, где шире номенклатура деталей, заготовкой которым может служить. выдавленный "стакан", данный способ экономически нецелесообразен, т,к. затраты, связанные с получением заготовок типа "стакан" выдавливанием эа несколько технологических операций, превышают зкономию, полученную в результате их использования в производстве различных изделий. Таким образом
1792788 способ сдерживает расширение номенкла- Це . изобретения — расширение номентуры заготовок изделий, полученных выдав- клатуры изготавливаемых изделий и снижеливанием, и в конечном счете не позволяет we трудовых и материальных затрат. снизить расход металла при их производст- Указанная цель достигается тем, что в ве. Кроме того, недостаточная точность ба- 5 способе изготовления изделий типа "стазовых поверхностей заготовки:после осадки кан" иэ заготовки меньшего диаметра, чем (в результате износа предыдущего ручья) ве- наружный диаметр иэделия, включающем дет к погрешности базирования заготовки в термическую обработку исходной заготовки последующем ручье штамйа, что снйжает и ее выдавливайие в штампе с предварика .ество изделия и способствует более бы- "О тельным базированием по базовым поверхстрому износу штампа иэ-эа-различных по ностям; выполненным на заготовке и величине усилий; действующих на ийстру- штампе, это выдавливание осуществляют . мент. .....:::- :,:-.... . путем осадки и йрошивки, совмещенных в
Наиболее близким техническим peme- . одной операции, при этом соотношение нанйем к изобретению является способ изго- 15 ружного диаметра по всей длине получаемотовления изделий типа " стакан" иэ — "-ro йэделйя и диаметра заготовки заготовки меньшего диаметра, чем наруж- соответствует условию 1,2» О/d = 2,88, ный диаметр изделия, включающий терми- где D — наружный диаметр изделия после ческую обрабоъсу исходной заготовки и ее операции выдавливания: d — диаметр заговыдавливание обрагным способом в штам- 2О товки. пе с предварительнйм базированйем по ба- Сопоставительный анализ заявляемого эовым поверхностям, выполнейным на решения с tlpoTQTNlloM показывает, что зазаготовке и штампе, Перед опеРацйей вы- являемый способ отличается от известного давливания производят калибровку -заго- тем, что выдавливание осуществляют путем товки в штампе с целью получения базовых 25 осадкй и прошивки, совмещенных в одной поверхностей на заготовке и обеспечения: Операции, при этом соотношение наружноминимального зазора между заготовкой и го диаметра по всей длине получаемого изстенками матрицы в последующей опера- делия и диаметра заготовки соответствует ции выдавливания. ::::"::, .".;:,", . . условию 1 2» О/d» 2, 88, где 0 — наружНедостатками прототипа является: 3О ный диаметр изделия после операции вы1. Использование данного способа с на- давливания; d — диаметр заготовки. личием промежуточных операций калйбров- . Благодаря указанным отличительным ки (осадки) и, как правило, термообработки признакам обеспечивается возможность соведет к зкономической нецелесообразйостй осной установки s штампе заготовки с диаиспользованияданногорешенйявусловиях 3б метром значительно меньшим, чем мелкосерийногои серийногопроизводства, наружный диаметр выдавленного "стакагдэширеноменклатураиэделий, заготовкой на", что позволяет совместить операции которым может служить выдавленный "ста- ., осадки и прошивки в одной технологичекан" из-за значительной Стоимости осйаст- . : ской операции выдавливания при простейки и расходов, связанных с реализацией 4О шей конструкции штампа. Следовательно, операции. Использование более Йроизво- : простота и точность описанного способа подительнойштамповойосйастки(многОручь- . эволяет расширить номенклатуру изготавевой с автоматизированной передачей ливаемых изделий в серийном и заготовки) умейьшает трудозатраты, но при мелкосерййном производстве и снизить этом резко усложняется и удорожается ос- 45 трудовые и материальные затраты. Таким настка,":-" :.-.:::::::." :-::"=,:::-:;-::: :: . образом, заявляемый способ соответствует
2. Износ предварительного ручья штам- . критерию "новизна".
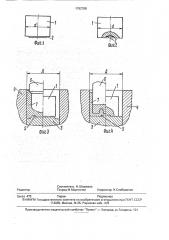
ria ведет к снижению точности базирования Сравнение заявляемого решения не загатбвки при п6следующем выдавливаййи, : только с прототипом, но и с другими техничто s свою Очередь снижает стойкость оСна- 5О ческими решениями в данной области техстки при вйдавливании и снйжает качество .. ники не позволило выявить в них признаки, изделия. ": " -::. .":"... :::.". :-: ---:-:.""" отличающие заявляемое решение от прото3. Выдавливаниекачественныхизделий . типа, что позволяет сделать вывод о сооттипа "стакан" данным способом возможно ветствии технического решения критерию из предварительно осаженных(калиброван- 55 "изобретательский уровень". ных) заготовок с диаметром меньшим йа- Нафиг,1изображенаисходнаязаготовружного диаметра изделия "стакан" до ка с наружной базовой поверхностью на
= 0,3 мм, т.е. с минимальным заЗором меж- торце; на фиг, 2 — то же, с внутренней базоду стенками матрицы и заготовки. вой поверхностью на торце; на фиг. 3 и 4—
1792788 начало и конец выдавливания изделия из соответствующих заготовок с фиг. 1 и 2, Способ осуществляют следующим об.разом.
На торце заготовки 1 механическим
- способом изготавливают технологическую базовую поверхность 2, а на выталкивателе
3 штампа 4 — технологическую базовую поверхность 5. Заготовку 1 подвергают термической обработке и устанавливают в штампе 4, совмещая базовую поверхность 2 с азовой поверхностью 5 выталкивателя 3.
О евым усилием пуансона 6 осуществляют о новременно осадку и прошивку заготовки
1 обратным способом, После чего пуансон отводится в исходное положение, а выдавя нное изделие 7 литая киеается из штампа.
Пример 1, Проводилось изготовление изделия типа "стакан" иэ исходной заготовк с размерами Я 49х48 мм, материал— т тан BT — 14. На заготовке соосно наружной п верхности обтачивалась базовая поверхн сть Я 41х1,5 мм (как на фиг. 1). Затем э готовка нагревалась до температуры ш амповки 900+ 50 С в камерной печи сопротивления. На выталкивателе штампа в )тачивалось базовое глухое отверстие
Я 41,3x2 мм, в которое устанавливалась нагр етая заготовка своей базовой поверхностью, обеспечивая при этом соосность наружных поверхностей заготовки и формообразующих поверхностей штампа в предел х 0;05 — 0,1 мм. Затем производили в давливайие с одновременной осадкой и и ошивкой изделия, При этом происходило к чественное заполнение штампа металФормула изобретения
Способ изготовления иэделий типа истаканн иэ заготовки меньшего диаметра, чем наружный диаметр изделий, включающий те мическую обработку исходной заготовки и е выдавливание в штампе с предварите ьным базированием по базовым поверхностям, выполненным на заготовке и штампе,отлича ющийся тем,что,с це ью расширения номенклатуры изготавделий типа "стакан" по сравнению с прототипом является более простым и дешевым и расширяет номенклатуру иэтотавлйваемых изделий методом выдавливания в мелкосерийном и серийном производстве, 35 ливаемых изделий и снижения трудовых и материальных затрат, выдавливание осуществляют путем осадки и прошивки совмещенных в одной операции, при этом отношение наружного диаметра по всей длине получаемого изделия и диаметра заготовки соответствует условию 1,2
5 штампа 4 и заготовкой 1 был равен 12,5 мм, О/д = 1,51, степень деформации 68 .
Пример 2. Производилось изготовление изделия типа "стакан" иэ алюминиевого сплава Д16 из исходной заготовки Я45х28
10 мм, На заготовке изготавливалась базовая поверхность в виде глухого отверстия
Я10х2 мм (как на фиг. 2), Заготовка нагревалась да температуры 400-2о С в камерной печи сопротивления и устанавливалась на
15 предварительно изготовленную базовую поверхность Я10х2 мм, при этом обеспечивалась соосность наружных поверхностей заготовки и формообразующих поверхностей штампа. Затем производили выдавли20 вание с одновременной осадкой и прошивкой изделия. При этом заполнение ручья штампа металлом было полным и качественным. В результате изготовления получалось изделие высотой 28 мм, наруж25 ным диаметром 68,8 мм и внутрейним диаметром 58 4 мм. В этом случае односторонний зазор между стенками штампа 4 и заготовкой 1 был равен 11,9 мм, О/d = 1,53, степень деформации 72 7, .
30 Предлагаемый способ изготовления иэ1792788
Составитель Н.Шашкова
Техред M,Mîðãåêòàë Корректор Н.Слободяник
Редактор
Заказ 473 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытйям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб„4/5
Производственно-издательский комбинат "Патент", r. Ужгород, ул,Гагарина, 101