"установка для непрерывной разливки металлов
Патент 293429
Авторы
Классы МПК
"установка для непрерывной разливки металлов
Иллюстрации


Реферат
ЗАТКНт,ю м6.плетем.м г., ОП ИСАНИЕ, ИЗОБРЕТЕН ИЯ оноЗ Советских
Социалистических
Республик (11) 293429
Ы АВТОРСКОМ СЕИДЮтВЛЬСТВ
1 (61) Дополнительное к авт. свид-ву (51) М. Кл.
В 22 D 11/14 (22) Заявлено 06. 02. 67 (21) 1132354/22-0 с присоединением заявки № (23) Приоритетйоудвротвенный комитет
Совете Мннестров СССР по делам неооретеннй н открытнй (43) Опубликовано 05. 12.77. БюллЕтень №451 (53) УДК63 1.746.
{45) Дата опубликования описания25,12.77 27 (088 8) Е. А. Коршунов, Е. 3. Фрейдензон, М. И. Федоров, К. А. Маликов, Н. B. Бражников, А, И. Калинин и Л. М. Аксельрод (72) Авторы изобретения
Уральский ордена Трудового Красного Знамени политехнический институт им. С. М. Кирова (71) Заявитель (54) УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ
МЕТАЛЛОВ
Изобретение относится к непрерывной разливке металлов.
Известна установка непрерывной разливки металлов радиального типа с выдачей заготовки вниз, имеющая электромагнитные индукторы с боковыми шинами, кристаллизатор, зону вторичного охлаждения и устройство для резки слитка на мерные длины.
Предлагаемая установка отличается тем, что индукторы установлены по всему восходящему относительно кристаллизатора участку установки, а первая и вторая зоны роликового вторичного охлаждения установлены в месте минимального давления в жидкой фазе отливаемого слитка. Это позволяет увеличить производительность, обеспечить начало разливки без применения затравки и создать наиболее благоприятные условия для разгиба заготовки.
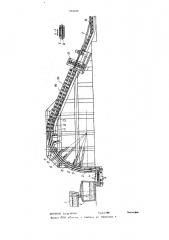
На чертеже показана предлагаемая установка с разрезом по А — А.
Она содержит разливочный ковш 1, промежуточный вакуум-ковш 2, индукционный насосдозатор-стопор 3 сифонной системы, водоохлаждаемый кристаллизатор 4, индукционные насосы 5 за кристаллизатором, механизм 6 отвода и подвода половин индукционных насосов к отливаемому слитку 7, неприводные пары роликов 8. водоохлаждаемые боковые шины 9, механизм 10 прижатия боковых шпн к отлпваемому слитку, привод 11 боковых шпн. первую секцию 12 роликового вторично|о охлаждения, секцию 13 выпрямления слитк», секции 14 роликового вторичного охлаждения, челноковые кварто-ножницы 15, отводной рольган 16.
К выпускному отверстшо "îâøà 2 и к входному отверстию кристаллизатора 4 присоединяют насос-дозатор-сто р 3. Насос перекачивает жидкую сталь из промежуто-.ного ковша к кристаллизатору, развивает при этом давление на выходе до 5 гтм, работая в режиме насосадозатора,и воспринимает металлическое давление столба жидкого металла высотой 6,5 м, работая в режиме стопора за кристаллизатором. Почти по всей восходящей дуге отливасмоlo слитка установлены три индукционных насоса 5. В двух промежутках между HBcocQMH имеются две пары роликов 8. Каждый индукционный насос за кристаллнзатором состоит из двух половин и крепится на рад,альных балках. Верхние и нижние половины с помощью механизмов 6 перемещаются HB некоторое расстояние вдоль радиаlhHblx балок н прижимаются к слитку 7 и шинам 9. Привод механизмов
ОтВОда И ПОдВОда ПОЛОВИН ИидуКцИОННЫХ H2СОсов пневматический. Насосы 5 питаются током пониженной частоты (6- 12 Гц1. 111ины 9 уста293429 иавливаются по всей восходящей дуге отливаемого слитка между верхними и нижними половинами насосов 5 и верхними и нижними роликами g.
Во время вытягивания слитка из кристаллизатора боковые шины прижимаются к слитку с помощью механизма 10 прижатия. В верхней части установлен привод II, который помогает вытягивать слиток из кристаллизатора и после вытягивания возвращает боковые шины в исходное положение. Первая секция 12 состоит из трех пар неприводных роликов. Вторая секция !
3 предназначена для выпрямления отливаемо. го слитка к горизонту, и за ней устанавливается несколько взаимозаменяемых секций 14. У половины секций 14 все ролики неприводные, а вторая половина секций имеет по одной паре приводных роликов. За секциями роликового вторичного. охлаждения на прямолинейном участке установлены кварто-ножницы 5 в месте, где кончается затвердевание слитка по всему сечению. После разрезки слитка на мерные части они убираются отводным рольганом
16.
Формула изобретения
Установка для непрерывной разливки металлов, содержащая кристаллизатор, зону вторичного охлаждения, электромагнитные индукторы с боковыми шинами и устройство для резки слитка на мерные длины, отличающаяся тем, что, с целью увеличения производительности, обеспечения начала разливки без применения затравки и создания наиболее благоприятных условий для разгиба заготовки, индукто1у ры установлены по всему восходящему относительно кристаллизатора участку установки, а первая и вторая зоны роликового вторичного охлаждения установлены в месте с минимальным давлением в жидкой фазе.