"устройство для измерения скорости входа металла в клеть при при прокатке
Патент 563203
Авторы
Классы МПК
"устройство для измерения скорости входа металла в клеть при при прокатке
Иллюстрации



Реферат
1ц 563203
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Республик (61) Дополнительное к авт. свид-ву (22) Заявлено 25.09.75 (21) 2175064/02 с присоединением заявки ¹ (23) Приоритет
Опубликовано 30.06.77. Бюллетень № 24
Дата опубликования описания 07.09.77 (51) Ч. Кл."- В 21Â 37/00
Государственный комитет
Совета Министров СССР ло делам изобретений и открытий (53) УДК 621.3.076.5 (088.8) (72) Автор изобретения
М. Ю. Файнберг (71) Заявитель
Украинский государственный проектный институт
«Тяжпромэлектропроект» (54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА
МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ
Изобретение относится к области металлургии, в частности к прокатке металла преимущественно на реверсивных обжимных станах горячей прокатки типа блюминг и слябинг, а также толстолистовых и заготовочных станах.
Известно, что скорость входа металла в клеть необходимо согласовать со скоростью различных вспомогательных механизмов, в основном р ольга нгов и стан и нных роликов, для исключения преждевременной порчи роликов из-за дополнительного трения их бочек о заготовку со стороны входа металла в клеть.
Кроме того, при одновременном нахождении металла в вертикальных и горизонтальных валках слябинга или универсальных клетях скорость входа металла в клеть необходимо учитывать для исключения подпора металла и перегрузки прокатных электродвигателей, в основном, вертикальной клети.
Поскольку скорость входа металла в клеть меньше скорости выхода из клети на величину относительного обжатия, то соответствующее уменьшение скорости, например, рольгангов со стороны входа металла в клеть необходимо осуществить на указанную величину обжатия.
Величина относительного обжатия металла в клети в различных пропусках существенно отличается, учет скорости входа металла в клеть по среднему значению обжатия оказывается весьма неточным, в связи с чем не уcTраняются указанные недостатки, связанные с подпором слитка, добавочной перегрузки прокатных двигателей и повышенным пзнс сом механооборудования вспомогательных механизмов (рольгангов).
Наиболее близким к описываемому изобретению по технической сущности н достигаемо10 му результату является устройство, содер>кащее тахогенсратор, соединенный с двигателем клети, квадратором, усилителем, интегратором и выпрямителем. В это устройство введены корректирующий тахогенератор, связанный
15 также с двигателем клети и включенный встречно с упомянутым тахогенератором, осевое фотореле, датчик захвата металла валками, контакторы направления прокатки и потснцнометр, механически связанный с нажим20 ным механизмом, причем выход первого тахогенератора через контакты осевого фотореле, датчик захвата металла, интегратор, зашунтированный контактами контакторов направления прокатки, квадратор, усилитель и вы25 прямитель соединены с потенциометром, который в свою очередь соединен с корректирующим тахогенератором (1).
Однако в таком устройстве воздействие на корректирующий тахогенератор осуществля30 ется через его обмотку возбуждения, которая
563203
Зо
ЛУ,ЛЬ а. (3) 55
U =У„=ЛУ„.
65 обладает определенной электромагнитной инерционностью.
В связи с этим сигнал на выходе корректирующего тахогенератора появляется с некоторым запаздыванием. Поэтому электрический сигнал на выходе данного устройства, пропорциональный скорости входа металла в клеть, также несколько отстает во времени по сравнению с операцией расчета дуги захвата и абсолютного обжатия металла, осуществляемыми имеющимися в данном устройстве интегратором и квадратором.
Кроме того, установка дополнительного корректирующего тахогенератора иногда конструктивно затруднена.
Целью изобретения является повышение быстродействия устройства.
Для этого в устройство, содержащее тахогенератор, соединенный с двигателем клети, осевым фотореле, датчиком захвата, интегратором, квадратором и датчиком положения нажимных винтов, введены потенциальный разделитель и блок умножения, первый вход которого соединен с выходом квадратора, а второй — с выходом тахогенератора, соединенного с датчиком положения нажимных винтов, выход которого встречно соединен с выходом тахогенератора и согласно с выходом потенциального разделителя.
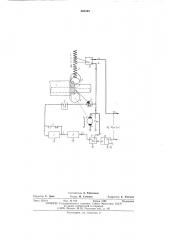
На чертеже изображена схема устройства.
Она включает заготовку 1, прокатные валки 2, нажимные валки 3, тахогенератор 4, осевое фотореле 5, засвечивающееся при заполнении металлом зева валков, датчик 6 захвата, фиксирующий момент входа металла в клеть и реагирующий на скорость изменения момента прокатки в процессе заполнения калибра валков, например дифференцированный сигнал мессдозы, интегратор 7, запоминающий интегральное значение входной величины после ее исчезновения, квадратор 8 (алгебраический) включающий в себя усилитель, блок 9 умножения, датчик 10 положения нажимных винтов (например, сельсин), контакты 11 контакторов направления прокатки и потенциальный разделитель 12.
Заготовка 1 прокатывается валками 2. Нажимными винтами 3 осуществляется перемещение верхнего валка по мере обжатия заготовки от пропуска к пропуску.
Напряжение тахогенератора 4 через цепочку, состоящую из контактов осевого фотореле
5, датчика 6 захвата, интегратора 7, квадратора 8 подано на один из входов блока 9 умножения, на другой вход которого подано напряжение тахогенератора 4. Интегратор 7 зашунтирован контактами 11 контакторов направления прокатки, выход блока 9 умножения подан на вход потенциального разделителя 12.
При захвате заготовки 1 валками 2 срабатывает датчик 6 захвата, и запоминающий интегратор 7 начинает интегрировать скорость валков 2, поскольку напряжение тахогенератора 4, поданное на выход запоминающего интегратора 7, при постоянном возбуждении тахогенератора пропорционально скорости валков.
Когда заготовка 1 заполнит зев валков 2, засвечивается и срабатывает осевое фотореле
5, интегрирование скорости валков прекращается, но на выходе запоминающего интегратора 7 на время нахождения металла в валках остается запомненной в виде напряжения величина пути валков, пропорциональная дуге захвата 1. Известно, что дуга захвата l связана с катающим радиусом r и абсолютным оожатием ЛЬ соотношением
1= gr. й, (1) откуда абсолютное обжатие ЛЬ равно
ЛЬ = — = —.Р. (2) г r
При подаче выходного напряжения интегратора 7 на вход квадратора 8 на выходе его будем иметь напряжение, пропорциональное абсолютному обжатию ЛЬ (см. выражение 2), причем величина является постоянным множителем, который может автоматически, например для блюминга, корректироваться в функции положения линеек манипулятора.
Следовательно, на один из входов блока 9 умножения будет подан сигнал, пропорциональный абсолютному обжатию ЛЬ, на другой вход блока 9 умножения подан сигнал, пропорциональный (без учета опережения) скорости выхода металла из валков.
При отсутствии обжатия в клети напряжение на выходе блока 9 умножения равно нулю.
Для потенциальной развязки электрических цепей выход блока 9 умножения подключен ко входу потенциального разделителя 12, на выходе которого при указанном условии напряжение также равно нулю.
Поскольку напряжения на выходе тахогенератора 4 и потенциального разделителя 12 включены встречно, то суммарное напряжение их Uz в этом случае, т. е. при отсутствии обжатия будет равно напряжению U,, тахогенератора 4.
При наличии в клети обжатия ЛЬ на выходе потенциального разделителя 12 появляется напряжение ЛУ„, зависящее от угловой скорости валов h н от величины обжатия ЛЬ, т. е.
Следовательно, при наличии обжатия ЛЬ суммарное напряжение Uz на выходе схемы будет равно
Если указанное эталонное напряжение U» тахогенератора 4 выбрано пропорциональным максимальной входной толщине заготовки
h„„.„которая прокатывалась бы без обжатия, то, на основании (3) и (4), можем записать
Ug — U„— ЛУ, h„„„, e — ЛЬ.и
: + (Ьмакс ЛЬ) °
563203
Следовательно, суммарное напряжение U будет пропорционально (без учета опережения) секундному объему металла Я.„акс=k и. макс (прн единичной ширине), покрываемого без об?катия, уменьшенному на секундный объем Ag=k.п Лй обжимаемой части слитка (k — коэффициент пропорциональности) .
Полученное напряжение Uz по выражению (5) пропорционально скорости V» входа металла в клеть.
Действительно, секундный ооъем металла
Qp при прокатке с обжатием Лй равен
Qp — Ямакс Q. (6)
На основании равенства секундного объема металла, можем записать
Qp — Ямакс М вЂ” макс к вых Л 1 вых— — |макс 1 вх макс { вых Q {7)
На основании (7) можем записать
Л 1 вых — Ьмакс (8) где A V — скорость отставания металла со стороны входа в клеть.
Заменим соответственно (без учета опережения)
1 вых — 1ь где Й вЂ” указанный выше коэффициент пропорциональности.
На основании (8) получим
Лп и= h„,„, Ьи. (9)
Далее на основании (5) и (9) и рассмотренной выше электрической схемы получения произведения Лй и, получим
6 rI C =-=- Л 7к == |макс 6 п (10)
На основании (5) и (10) можем записать
Ug — вт Л к == ьмакс fl ||макс + ——
== |макс (вых ) = |макс 4 вх (11)
Следовательно, напряжение U?:, пропорционально скорости входа металла в клеть V, .
Напряжение Uz пропорциональное скорости входа металла в клеть U„, является управляющим для рольгангов, станинных роликов, для впередистоящих клетей и т. д.
По мере перемещения нажимных винтов вниз величина напряжения ЛУк посредством датчика положен||я нажимных винтов 10 увеличивается, в связи с чем напряжение тахогенератора 4 всегда приводится к обжатию металла при максимальной (исходной) толщине заготовки.
Поэтому для любой скорости прокатки, независимо от тол цины заготовки, скорость Входа металла в клеть будет определяться в соотвегствнн с реальным относительным обжатн5 ем металла.
На чертеже пунктиром показаны положения валков, нажимных винтов и потенциометра при прокатIее более тонкой заготовки.
Нормально закрытые контакты 11 контакто1О ров направления прокатки необходимы для сброса на нуль запомненного в данном пропуске напряжения»IITerpaTopa 7 перед каждым последующим пропуском.
Отметим, что вариаптно потенциальный разделите Ib 12 мОжет GbITb вкл|очен также MQ?kду выходом тахогенератора 4 н осевым фотореле 5, либо в пном месте схемы (на чертеже не показано).
В случае использования в качестве датчика
20 10 положения нажпмных винтов сельспна выходное выпрямленное напряжение этого сельсина, независимо от направления прокатки должно быть включено встречно с выходом тахогенератора 4 и согласно с выходом потен25 циального разделителя 12.
Для этого выходное напряжение сельсина при изменении направления прокатки реверсируется посредством не показанных на фигуре нормально открытых контактов 11 кон30 такторов направления прокатки.
Если в качестве датчика положения нажимных винтов 10 используется пассивный элемент (реостат илн потенцпометр), то необходимость в указанных нормально открытых
35 контактах отпадает.
Формула изобретения
Устройство для измерения скорости входа металла в клеть при прокатке, содержащее
40 тахогенератор, соединенный с двигателем клети, осевым фотореле, датчиком захвата, интегратором, квадратором, датчиком положения нажимных винтов, о тл и ч а ю щ се с я тем, что, с целью повышен:|я быстродействия, оно
45 снабжено потенциальным разделителем и блоком умножения, первый вход которого соединен с выходом квадратора, а второй — с выходом тахогенератора, соединенного с датчиком положения нажпмных винтов, выход кото50 рого встречно соединен с выходом тахогенератора и согласно с выходом потенциального разделителя.
Источники информации, принятые во внимание прп экспертизе
55 1. Авт. св. Кс 438460, кл. В 21В 37/00, 1972.
563203
Составитель А. Абросимов
Техред М. Семенов Корректор Е. Хмелева
Редактор Е. Дайч
Типография, пр. Сапунова, 2
Заказ 2324 4 Изд. Ко 649 Тираж 1080 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
113035, Москва, K-35, Раушская наб., д. 4/5