"устройство для сборки под сварку и сварки балок из двух продольных элементов,между которыми расположены с определенным шагом соедини2 тельные планки4
Патент 649532
Авторы
- БОГУСЛАВСКИЙ АЛЕКСАНДР МОИСЕЕВИЧ
- КОРОН ИСААК ГРИГОРЬЕВИЧ
- ЛАПАТИН ЕФИМ СЕМЕНОВИЧ
- МИРЧЕВСКИЙ ПЕТР НИКОЛАЕВИЧ
- СЕМЕНИХИН ВИКТОР ФИЛАТОВИЧ
- ФРАНЦМАН ЯКОВ САМОЙЛОВИЧ
- ШЕПЕЛЕВА ИЗОЛЬДА ЛЕОНИДОВНА
Классы МПК
"устройство для сборки под сварку и сварки балок из двух продольных элементов,между которыми расположены с определенным шагом соедини2 тельные планки4
Иллюстрации



Реферат
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
1 1649532
Союз Советских
Социалистических
Республик (61) Дополнительное к авт. свид-ву (22) Заявлено 15.03.76 (21) 2333387/25-27 (51) М. Кл.-"
В 23К 37/04 с присоединением заявки № (43) Опубликовано 28.02.79. Бюллетень № 8 (45) Дата опубликования описания 28.02.79 (53) УДК 621.791.039 (088.8) по делам изобретений и открытий (72) Авторы изобретения
П. Н. Мирчевский, Е. С. Лапатин, Я. С. Францман, А. М. Богуславский, И. Л. Шепелева, И. Г. Корон и В. Ф. Семенихин (71) Заявитель
Всесоюзный проектно-конструкторский институт сварочного производства (54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ
БАЛОК ИЗ ДВУХ ПРОДОЛЪНЫХ ЭЛЕМЕНТОВ, МЕЖДУ
КОТОРЫМИ РАСПОЛОЖЕНЪ| С ОПРЕДЕЛЕННЫМ ШАГОМ
СОЕДИНИТЕЛЪНЪ|Е ПЛАНКИ
ГосУдаРстеениь и Kî (23) Приоритет
Изобретение относится к области сварки, а именно к конструкции устройств для сборки под сварку и сварки балок из двух продольных элементов, между которыми расположены с определенным шагом сое- 5 динительные планки.
Известно устройство для сборки под сварку и сварки балок из двух продольных элементов, между которыми расположены с определенным шагом соединитель- 10 ные планки, содержащее основание, на котором смонтированы накопитель для продольных элементов с ориентирующим механизмом, включающим рольганг для их продольного перемещения, и питатель сое- 15 динительных планок с выталкивателем, а также машину для точечной контактной сварки (1).
Недостатком известного устройства является то, что велико вспомогательное вре- 20 ия на переналадку устройства при переводе его на изтотовление балок с другим шагом между соединительными планками.
Целью изобретения является создание такой конструкции устройства, которая по- 25 зволила бы уменьшить вспомогательное время на переналадку устройства при переводе его на изготовление балок с другим шагом между соединительными планками.
Указанная цель достигается тем, что выталкиватель выполнен в виде (-образной скобы, внутренний контур которой равен размерам соединительной планки, а каждый выступ скобы со стороны расположения упомянутого рольганга выполнен в виде клина.
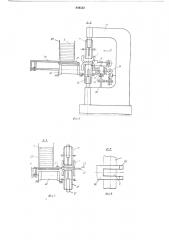
На фиг. 1 схематически изображена изготавливаемая балка, в аксонометрии; на фиг. 2 — устройство, в плане; на фиг. 3, 4, 5 — разрез А — А на фиг. 1 (три положения механизмов при установке швеллеров); на фиг. 6, 7 — разрез Б — Б на фиг. 1 (два положения механизмов при вводе соединительного элемента); на фиг. 8 — разрез
E — Е на фиг. 7; на фиг. 9 — вид по стрелке
Д на фиг. 6; на фиг. 10 — разрез  — В на фиг. 1; на фиг. 11 — разрез à — Г на фиг. 1, Пример. Устройство для изготовления сварной двутавровой балки из двух гнутых швеллеров 1 и соединительных элементов
2, выполненных в виде плоских пластин.
Устройство включает смонтированную вдоль основания 3 штангу 4 с поворотными транспортирующими собачками 5 и собачкой-перекладчиком 6, кантователь 7 швеллеров 1 на угол 180 и приемный опускающийся столик 8, снабженный приводом-пневмоцилиндром 9. Основание 3, составляю649532
25 зо
55 б0
3 щее со штангой 4 н собачками 5 шаговый конвейер-накопитель швеллеров 1, опорные поверхности кантователя 7 и столика 8 образуют трассу для транспортировки швеллера 1 на сборочный стенд, который включает два ряда направляющих роликов
10 и 11, установленных друг над другом, при этом верхний ряд роликов 11 смонтирован с возможностью вертикального перемещения от привода пневмоцилиндра 12, Установочные приспособления сборочного стенда представляют собой центрирующие ролики 13, взаимодействующие со швеллерами 1, снабженные приводами-пневмоцилиндрами 14. Зажимные приспособления сборочного стенда выполнены в виде торцевых зажимов 15 с приводами-пневмоцилиндрами 16, установленными на транспортирующей тележке 17, снабженной приводом шаговой подачи, включающим электродвигатель 18, соединенный с зубчатой реечной передачей, состоящей из шестерни
19 и рейки 20, закрепленной на тележке17.
Последовательно с нижним рядом роликов 10 установлен приводной рольганг 21 с упором 22.
Соединительные элементы 2 укладываются стопой в питателе 23, являющимся накопителем соединительных элементов 2, который снабжен выталкивателем 24 с приводом-пневмоцилиндром 25.
Выталкиватель 24 снабжен механизмом раздвижения швеллеров, выполненным в виде проходящих вдоль боковых сторон соединительното элемента 2 заостренных выступов 26 l(-образной скобы.
Устройство включает машину 27 дляточечной сварки и склад 28 готовой продукции.
Работает предлагаемое устройство следующим образом. Швеллера 1 укладываются на основание 3 и собачками 5 при возвратно-поступательных перемещениях штанги 4 подвигаются, заполняя торизонтальную трассу основания 3.
Перекладчик 6 подает швеллер 1 на приемный столик 8 полками вниз. При помощи пневмоцилиндра 9 столик 8 опускается, и швеллер 1 ложится на нижний ряд направляющих роликов 11.
Затем перекладчик 6 перекладывает второй швеллер 1, устанавливая его на стойку уже уложенного швеллера 1 полками вверх. Работе перекладчика 6 должна предшествовать работа кантователя 7, осуществляющего кантование швеллера 1 на
180 в том случае, если положение швеллера 1 на трассе, обслуживаемой перекладчиком 6, не соответствует положению, в котором швеллер 1 должен поступить на сборку.
После установки второго швеллера 1, верхний ряд:роликов 11 опускается при помощи пневмоцилиндра 12 и входит между
4 полками этого швеллера 1. Зажимы 15 при помощи пневмоцилиндров 16 зажимают оба швеллера 1 по торцам. Транспортирующая тележка 17 посредством электродвигателя 18 и силовой передачи, включающей шестерню 19 и рейку 20, перемещает швеллер 1 к месту установки и сварки соединительного элемента по направляющим роликам 10 и 11. При остановке тележки
17 пневмоцилиндры 14 раздвигают центрирующие ролики 13, которые, взаимодействуя со швеллерами 1, выставляют их относительно друг друга. Пневмоцилиндр 25 перемещает выталкиватель 24, который своими заостренными выступами 26 раздвигает швеллера 1, в зазор между швеллерами 1 вводится соединительный элемент 2, выталкиваемый нз накопителя 23.
Электроды машины 27 для точечной сварки сближаются между собой по вертикали, сжимают все свариваемые элементы, и производится сварка.
Затем электроды машины 27 для точечной сварки разводятся, центрирующие ролики 13 отводятся от полок швеллеров 1, выталкиватель 24 отводится в исходное положение, транспортирующая тележка 17 перемещается на шаг к месту ввода очередного соединительного элемента 2, и весь процесс повторяется.
После установки последнего соединительного элемента 2 пневмоцилиндры 16 отводят зажимы 15 от изготовленной балки, которая по приводному рольгангу 21 поступает до упора 22 и передается на склад 28 готовой продукции.
Формула изобретения
Устройство для сборки под сварку и сварки балок из двух продольных элементов, между которыми расположены с определенным шагом соединительные планки, содержащее основание, на котором смонтированы накопитель для продольных элементов с ориентирующим механизмом, включающим рольганг для их продольного перемещения, и питатель соединительных планок с выталкивателем, а также машину для точечной контактной сварки, о тл и ч аю щ е е с я тем, что, с целью уменьшения вспомогательного времени на переналадку устройства при переводе его на изготовление балок с другим шагом между соединительными планками, выталкиватель выполнен в виде (-образной скобы, внутренний контур которой равен размерам соединительной планки, а каждый выступ скобы со стороны расположения упомянутого рольганга выполнен в виде клина.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 419450, кл. В 23К 37/04, 1971.
Редактор Т. Морозова
Составитель В. Писаренко
Техред С. Антипенко Корректор И. Позняковская
Заказ 82/8 Изд. М 202 Тираж 1221 Подписное
НПО Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4!5
Типография, пр, Сапунова, 2