"способ облицовки внутренней поверхности труб различного диаметра полимерными материалами и устройство для его осуществления
Патент 673802
Авторы
- АН ГРИГОРИЙ ДАНИЛОВИЧ
- КУРОХТИН АНАТОЛИЙ НИКАНОРОВИЧ
- ФЕДОТОВ АНАТОЛИЙ ГРИГОРЬЕВИЧ
- ЭЛЕНТ СЕМЕН МИХАЙЛОВИЧ
Классы МПК
"способ облицовки внутренней поверхности труб различного диаметра полимерными материалами и устройство для его осуществления
Иллюстрации


Реферат
Союз Советских
Социалистических республик п>673802
ОП ИСАНИЕ
ИЗОБРЕТЕН ИЯ
К АВТОРСКОМУ СВИДИТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву— (22) Заявлено 03.01.78 (21) 2562991/29-08 с присоединением заявки №вЂ” (23) Приоритет— (51) М. Кл.
F 16 L 58/02
Государстевииый кенитет
СССР па делам изааретвиий и открытий
Опубликовано 15.07.79. Бюллетень №26
Дата опубликования описания 25.07.79 (53) УДК 621.643 (088.8) (72) Авторы изобретения
А. Г. Федотов, Г. Д. Ан, С. М. Элент и А. Н. Курохтин (71) Заявитель
Таджикский политехнический институт (54) СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ
ТРУБ РАЗЛИЧНОГО ДИАМЕТРА ПОЛИМЕРНЫМИ МАТЕРИАЛАМИ
И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Изобретение относится к обработке поверхностей материалов немеханическими способами, в частности к способам и устройствам для нанесения антикоррозионных, гидроизоляционных и теплоизоляционных покрытий из полимерного материала на внутренние поверхности трубопроводов различного дна метра.
Известно устройство, содержа щее продольную направляющую, которая может перемещаться вдоль трубы. ИмееТся большое количество радиально расположенных роликов, установленных на направляющих внутри трубы. На направляющей около роликов установлено вращательное распылительное устройство, предназначенное для нанесения смолы и катализатора на облицовку трубы. Распылительное устройство вращается при помощи привода. За распылительным устройством расположено кольцо для прижатия смолы и катализатора к облицовке. За кольцом установлено большое количество прижимных роликов для прижатия облицовки к поверхности (1).
Недостатком известного устройства является относительная его сложность.
Известен способ нанесения защитного покрытия из полимерного материала в виде рукава, приклеиваемого к поверхности трубы под действием всестороннего давления. По известному способу на полимерный рукав надевается тканевый рукав, пропитанный полимерным составом, и приклеивается к трубе при ее нагреве (2) .
Недостатками известного способа являются нагревание трубы особенно при работах с трубами большого диаметра, трудоемкость самого процесса, некачественное покрытие, вследствие наличия воздушных пузырьков в контактном слое, которые практически невозможно удалить.
Целью изобретения является повышение производительности и качества процесса, его автоматизация и упрощение.
Цель достигается тем,. что по предлагаемому способу, включающему нанесение клея на поверхность рукава, всестороннее поджатие его к внутренней поверхности трубы и выглаживание облицовки, дополнительно производят частичную герметизацию одного из концов полимерного рукава распылителем, который надевают на него с возмож673802
Фар,иула изобретения
2S зо
50 з ностью свободного перемещения по поверхности рукава, затем в этот же конец полимерного рукава вводят пневмопривод и тщательно герметизируют их соединение. После этого подают воздух (газ), которым через стенки полимерного рукава продвигают, центрируют распылительное устройство и поджимают стенки полимерного рукава к внутренней поверхности груб.
Выглаживание облицовочного материала производят этим же сжатым воздухом путем частичного растягивания полимерного рукава в момент поджатия его участков к поверхности трубы, что позволяет исключить воздушные пузырьки из клеевого слоя.
Устройство для реализации предложенного способа выполнено в виде полого папаболоида, а форсунки расположены по периметру на одной из широких его час.гей и насажены под углом. Выполнение распылителя в виде полого параболоида обеспечивает наилучшее его продвижение по полимерному рукаву.
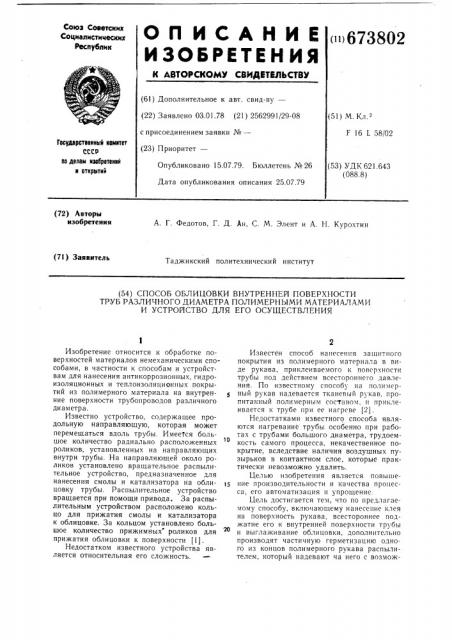
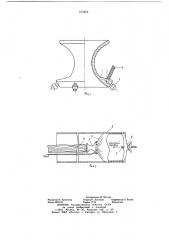
На фиг. 1 изображено распылительное устройство, реализующее предлагаемый способ; на фиг. 2 — то же, устройство в работе.
Распылитель 1 выполнен в виде полого параболоида, Форсунки 2 жестко закреплены на одной из широких частей распылителя. Расположены форсунки 2 по всему периметру широкой части распылителя и насажены под углом. Такое расположение форсунок обеспечивает равномерное распределение клея на контактируемые поверхности.
Клей к форсункам подается через канал 3, связанный со шлангом 4.
Распылительное устройство 5 надевается на один конец полимерного рукава 6 так, что оно частично пережимает полимерный рукав с возможностью свободного перемещения по последнему. В этот же конец рукава вводится пневмопривод 7 и герметизируется муфтой 8. Другой конец полин.1 ного рукава 6 протягивается через труб . 9, под, ежац ую облицовке, и закрепляет H il;- .p,гом конце трубы 9. Клей подается к форсункav 2 через шланг 4 и канал 3.
Сжатый воздух (газ) нагнетается пневмопроводом 7 в полимерный рукав 6, который, раздуваясь, поджимается к внутренней поверхности трубы 9 и одновременно выглаживается за счет частичного вытягивания вдоль трубы 9.
Распылитель разбрызгивает клей на поверхности полимерного рукава 6 и трубы 9, продвигаясь вдоль первого под действием раздувающихся стенок полимерного рукава 6. Распылительное устройство дой( дя до конца трубы 9, останавливается, и этот конец рукава 6 тщательно герметизируется, а распылительное устройство снимается. Сжатый воздух подается до тех пор в облицовочную трубу 9, пока контактируемые поверхности не склеются.
Предложенный способ облицовки внутренней поверхности труб полимерными материалами и устройство для его реализации позволяют производить облицовку автоматически в трубах различного диаметра, качественно, так как обеспечивается удаление воздушных пузырей из клеевого слоя в момент прижатия участков полимерного рукава.
Устройство, реализующее предложенный способ, в конструктивном отношении несложно, работает без дополнительного привода, движение и центрирование его осушествляется стенками раздуваемого полимерного рукава.
1. Способ облицовки внутренней поверхности труб различного диаметра полимерными материалами, включающий нанесение клея на склеиваемые поверхности, поджатие полимерного рукава к внутренней поверхности трубы под действием всестороннего давления и выглаживание облицовки, отличающийся тем, что, с целью повышения качества и производительности процесса, на один конец полимерного рукана надевают с возможностью свободного перемещения по нему распылительное устройство, обеспечивая частичный пережим рукава, затем в этот же конец вводят пневмопривод и тщательно герметизируют соединение и под действием подаваемого воздуха через стенки полимерного рукава продвигают, центрируют распылительное устройство и поджимают стенки полимерного рукава к внутренней поверхности труб.
2. Способ по п. 1, отличающийся тем, что выглаживание облицовки производят этим же сжатым воздухом путем растягивания полимерного рукава в момент поджатия его участков к поверхности трубы.
3. Устройство для осуществления способа по пп 1 — 2, отличающееся тем, что распылитель выполнен в виде полого параболоида с форсунками, наклонно закрепленными на поверхности его широкой части.
Источники информации, принятые во внимание при экспертизе
1. Патент США Хо 3960644, кл. 156 — 180, 1975.
2. Авторское свидетельство СССР
No 542890, кл. F 16 1 58/02, 1972.
673802
Рог. 2
Составитель И. Петоян
Редактор Н. Аристова Техред О. Луговая Корректор О. Билак
Заказ 4045/33 Тираж 1138 Подписное
ЦН И И П И Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж вЂ” 35, Раушская наб., д. 4/5
Филиал П П П «Патент>, г. Ужгород, ул. Проектная, 4