"способ изготовления профилей из полосовых заготовок
Патент 774682
Авторы
- БОРТНИКОВ АЛЕКСАНДР НИКОЛАЕВИЧ
- ГУМИРОВ СУЛТАНГАРЕЙ ГУМИРОВИЧ
- ИБРАГИМОВ КАМИЛЬ ВАГАПОВИЧ
- ЛЫСОВ МИХАИЛ ИВАНОВИЧ
- ПЛАКИДИН АЛЕКСАНДР ДМИТРИЕВИЧ
Классы МПК
"способ изготовления профилей из полосовых заготовок
Иллюстрации


Реферат
яв 1М N з- " вл
6ti644t-те .N М k й
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
Союз Советскнх
Социалмстических
Республик (1)774682
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (bt) Дополнительное к ввт. свид-ву (22) Заявлено 15Л578 (21) 2615321/25-27 (Sf ) М. КЛ.
В 21 D 11/20 с присоединением заявки ¹ (23) Приоритет
Государственный комитет
СССР по делам изобретений и открытий
Опубликовано 301$80, Бюллетень ¹40 (53) УДК 621.981.1 (088.8) Дата опубликования описания 30.1080 (72) Авторы изобретения
С.Г.Гумиров, М.И.Лысов, К.В.Ибрагимов, A.Н.Бортников и A.Ä.Ïëàêèäèí (7! ) Заявитель
Казанский ордена Трудового Красного Знамени авиационный институт им. A.Н.Туполева (54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ИЗ ПОЛОСОВЫХ
ЗАГОТОВОК
Способ относится к обработке металлов давлением, в частности к производству профилей для сельхозмашиностроения.
В конструкциях режущих аппаратов сельхозмашин имеются профильные пластины трения (ГОСТ 3497-74), которые имеют продольные выступы на кромках и скосы с противоположной стороны их. Кроме того, вблизи выступов толщина профиля меньше, чем толщина исходной полосы. Потребность в народном хозяйстве в таких пластинах .трения очень велика и не может удовлетворяться полностью из-за несовершенства способов их изготовления.
Известен способ изготовления профилей из высркопрочных полосовых зат отовок, согласно которому профили получают последовательной гибкой полосы в профиль после создания на нЕй местных утолщений с локальным разупрочнением металла в зоне деформации. При создании местных утолщений полоса также не изгибается и не обжимается по толщине, а только лишь удерживается от потери устойчивости (1) . Этот способ позволяет создавать одновременно два местных утолщения на полосе неограниченной длины.
Недостатком способа является то, что по неиу невозможно получать про5 фили, имеющие скосы с противоположной стороны местных утолщений и меньшую толщину вблизи них за один технологический переход.
Целью изобретения является полу10 чение профилей со скошенными концевыми участками со стороны, противоположной утолщению, и с разнотолщинными участками.
С этой целью в процессе осадки
)5 торцов к концевым участкам заготовки прикладывают усилия изгиба, одновременно обжимая их по толщине.
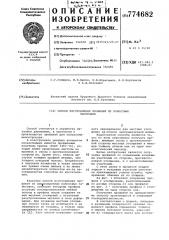
На фиг. 1 показано получение профиля с утолщениями, расположенными
2О по разные стороны от оси профиля, на фиг. 2 — получение профиля с утолщениями по одну сторону оси.
Получение профилей по предлагаемому способу производится в следующей
25 последовательности.
В соответствии с формой, площадьи и размерами поперечного сечения заданного профиля определяют толщину и ширину исходной полосы, нарезают
$Q ее из стандартного листа или исполь774682 эуют рулонную полосу. На концах полос образуют небольшую (на длине не более 30-35 мм ) заходную часть.
Перед подачей в формирующие ролики полосу пропускают через вводную направляющую проводку, с противоположной стороны которой расположен высокочастотный индуктор и продвигают вперед, примерно на 1/3 длины индуктора. После этого включают главный привод прокатного стана, чем задают вращение Формующим роликам, и нагревательную установку для раэупрочнения кромок полосы, а также механизм подачи полосы в формующие ролики. При движении по индуктору кромки полосы на заданную ширину разупрочаяются локальным нагревом. После захвата вращающимися формующими роликами кромки полосы осаживаются, одновременно изгибаются и обжимаются по толщине. Это обеспечивается тем, что рабочие поверхности формующей оснастки выполнены н соответствии с формой и размерами получаемого профиля, т.е. форма и размеры калибра (просвета между роликами и боковыми вкладышами) соответствуют форме и размерам поперечного сечения готового профиля. При ныходе иэ формующих роликов передний конец полосы попадает н выводную направляюцую проводку, которая обеспечивает получение прямолинейных профилей.
Потеря устойчивости полосы при осадке предотвращается применением боковых вкладышей, перекрывающих очаг деформации и имеющих рабочую поверхность в соответствии с его формой и размерами. Выполнение нышеописанных приемов и условий работы гарантирует получение эа один технологический переход профилей, имеюцих скосы на краях,оснонания с противоположной стороны полок .и меньшую толщину вблизи полок.
Проводились экспериментальные исследования предлагаемого способа на листовой инструментальной стали У9А толщиной 3 мм. Профили получали шириной 92 мм (на две детали) с расположением продольных выступов в различные стороны и шириной 76 мм (тоже на две детали) с расположением продольных ныступов с одной стороны полосы. Высота выступов на.кромках профиля н обоих. случаях равнялась
5,5;мм, а ширина выступов — 3,5 ым; угой скоса равнялся 7 30 (в соответствии с вышеуказанными ГОСТами).
Перед прокаткой кромки полосы шириной по 7 мм раэупрочнялись петлевым высокочастотным индуктором, расположенным непосредственно у прокатных роликов. Потеря устойчивости полосы при осадке предотвращалась боковыми
S5 бО
Способ изготовления профилей из полосовых заготовок, при котором на торцах заготовки создают местные утолцения последовательной осадкой. по высоте с локальным нагревом эон пластической деформации, о т л и— ч а ю шийся тем, что, с целью получения профилей со скошенными концевыми участками со стороны про-. тивоположной утолцению, и с раэнотолщинными участками, преимущественно пластин трения режущих аппаратов сельхозмашин, в процессе осадки торцов к концевым участкам заготовки прикладывают усилия изгиба, одновременно обжимая их rro толщине..
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
9210806 р кл. В 21 D 11/20, 23.08.66 (прототип). вкладышами кассетного устройства.
В качестве оборудования использовался имеющийся в промышленности профилегибочный станок ПГ-4.
Температура нагрева кромок эаго5 тонки 950-1000 С, скорость прокатки
2,85-3,00 м/мин. Прокатные ролики и боковые вкладыши изготавливались из сталей 5ХНТ, Х12И твердостью
HRC 52-60. Кроме того, при выше указанных режимах производилось изготовление опытной партии профилей для изготовления пластин трения с целью проведения испытаний у потребителей.
По качеству, геометрическим раэме - рам и механическим свойствам полученные по предлагаемому способу профили полностью соответствуют требованиям.
Способ изготовления профилей обес20 печивает возможность получения профилей для изготовления пластин трения режущих аппаратов сельхозмашин непрерывной прокаткой вместо поштучной штамповки, что повышает производительность труда в.5 раз и снижает себе.стоимость деталей в 2-3 раза, полное удовлетворение потребностей народного хозяйства н пластинах трения для сельхозмашин, повышение культуры производства эа счет использования высокопроизводительного оборудования и прогрессивного метода нагрева при формообразовании профилей, непрерывность процесса„ что создает благоприятные условия для полной автоматизации технологического процесса изготовления пластин трения режущим аппаратов сельхозмашин.
40 формула изобретения
774682
° у иь.1
Составитель Е.Чистякова
Техред К. Гаврон Корректор Г Н.Бабинец
Редактор Г.ульбина
Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4
Заказ 7596/10 Тираж 986 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5